Pioneering printed circuit boards, high-speed DRAM modules, and server-grade cooling systems manufactured to military-grade standards.





Analyzing supply chain resilience, technical requirements, and procurement criteria for mission-critical electronic components.
In the contemporary hardware landscape, the global electronics industry is undergoing a structural transformation. Original Equipment Manufacturers (OEMs), Electronic Manufacturing Services (EMS) providers, and system integrators face unprecedented pressures to source printed circuit boards (PCBs) and related subassemblies that combine high-density interconnect (HDI) capabilities with reliable thermodynamic performance. Sourcing professionals must navigate complex technical baselines, ensuring compliance with RoHS/WEEE directives, lead-free HASL processing, and advanced resin filling technologies to prevent delamination during high-temperature reflow.
The procurement of multi-layer PCBs (such as 4-layer, 6-layer, and high-frequency RF boards using premium laminates like KB6160 FR4) requires close alignment between downstream engineering specifications and upstream manufacturing capability. Organizations operating in industrial automation, power supply instrumentation, server infrastructures, and automotive control systems must demand rigorous statistical process control. Precision in SMT (Surface Mount Technology) component placement and DIP (Dual In-line Package) plug-in soldering directly correlates with the long-term reliability and MTBF (Mean Time Between Failures) of industrial-grade modules.
"Procurement is no longer merely a transaction of purchasing printed circuit boards. It is a strategic collaboration focused on signal integrity, thermodynamic control, and supply chain continuity."
Furthermore, high-density system designs call for customized thermal management systems, including aluminum passive radiators, active copper-aluminum server CPU heatsinks, and complex liquid cooling blocks. Sourcing teams must analyze supplier portfolios holistically, evaluating their capability to synthesize raw PCB fabrication, active/passive components sourcing, advanced SMT assembly, and strict automated optical inspection (AOI) under a single consolidated quality management framework.
A premier manufacturer and exporter of DDR5 memory, advanced PCBs, and system-level thermal solutions.
CoreByte Storage Technology Co., Ltd. is a professional DDR5 memory and DRAM solution manufacturer specializing in high-performance memory modules for global OEM, enterprise, and data center applications. Established in 2016, the company has developed robust capabilities in R&D, production, and international trade, focusing on stable, high-speed, and energy-efficient memory products.
Operating a modern manufacturing facility with a total building area of approximately 320㎡, equipped with advanced production and testing equipment, CoreByte ensures strict quality control standards. CoreByte has an annual export revenue of around USD 12 million, with 6 years of export experience and over 9 years of industry experience in memory and semiconductor-related solutions.
Quality assurance is a core priority at CoreByte. The company implements ISO9001-based quality management systems, combined with automated optical inspection (AOI) and high-temperature aging tests to ensure product stability and compatibility. The quality control team consists of 45 dedicated inspectors, ensuring every batch meets international performance standards.
CoreByte maintains a strong trade-oriented business background, serving key markets including North America, Europe, Southeast Asia, and the Middle East. The company has established a reliable global supply chain network with more than 1,200 supply chain partners, supporting stable production and fast delivery.
Its primary customers include OEM system integrators, server manufacturers, industrial computer brands, and data center solution providers. With strong engineering capabilities, CoreByte offers advanced customization services, including PCB design optimization, frequency tuning, thermal solution adjustment, and branding customization.
The company invests heavily in innovation, with 85 R&D engineers and launching approximately 120 new product models annually to meet evolving market demands in AI computing, cloud infrastructure, and high-performance gaming systems.
Bridging the gap between high-speed signal processing and structural system reliability.
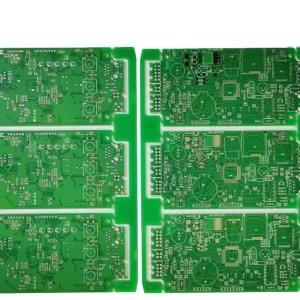
Full-turnkey electronic assembly involving double-sided FR4 fabrication, high-speed SMT placement, and precise DIP manual soldering. Utilizing immersion silver and resin-filled via technology to guarantee impedance control and thermal stability in fluctuating industrial environments.
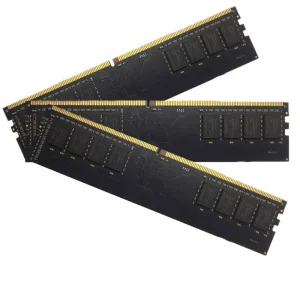
Production of high-frequency memory modules ranging from DDR4 (1600MHz to 3200MHz) up to high-speed DDR5 (4800MHz to 6000MHz) equipped with on-die ECC. Designed specifically to resolve bandwidth bottlenecks in enterprise servers and high-end gaming rigs.
Passive and active server cooling solutions. Copper-aluminum composite heatsinks designed for AMD SP3/SP5 and Intel LGA1700/AM5 sockets, handling TDP loads up to 400W to maintain peak server motherboard efficiency.
As processing units migrate toward sub-3nm nodes, the demand on PCBs and memory subsystems increases exponentially. CoreByte's engineering team is actively researching next-generation substrate designs, including Ultra-Low Loss (ULL) laminates, and expanding capabilities in High-Density Interconnect (HDI) structures. Our roadmap targets the seamless integration of DDR5 ECC modules operating at 6400MHz+ frequencies, combined with optimized copper-composite thermal interfaces that reduce local junction temperatures by up to 12°C.
Simultaneously, our PCBA assembly line is adapting to the complexity of multi-chip packaging and ultra-fine pitch BGAs. By transitioning to fully lead-free HASL with refined resin filling processes and selective soldering, we guarantee our customers zero outgassing and optimal solder joint integrity across all high-density motherboard configurations.
Navigating global trade frameworks, local certification, and supply chain risk mitigation.
Exporting sophisticated electronics to markets such as North America, Europe, Southeast Asia, and the Middle East requires strict adherence to international commercial policies and quality regimes. As an established global PCB manufacturer and exporter, CoreByte ensures all electronic subassemblies comply with target market regulations. This includes CE, FCC, RoHS, and REACH directives, ensuring that materials used in our double-sided FR4 PCBs and DRAM modules contain no hazardous elements.
Our global logistical presence is bolstered by over 1,200 supply chain partners, offering resilient lead times even amidst global chip allocation cycles. CoreByte provides comprehensive localization support through designated distributors and logistics centers, streamlining customs clearance and providing localized technical engineering consultations.
To maintain reliability in high-reliability sectors, we apply strict ISO9001-based quality management systems. This system is supported by 45 dedicated inspectors who oversee every step of the PCB fabrication, component placement, and thermal aging testing processes.





Answering the most critical technical questions from PCB engineers and system integrators.
Browse our selection of enterprise DDR5 memory modules, motherboards, and server component solutions.