Direct factory-to-business electronics fabrication tailored for Central Europe and Montenegro's evolving technology corridors.


As Montenegro aligns its national infrastructure with European Union standards, the nation is undergoing an accelerated digital and industrial transition. From the modernization of the smart power grid in Nikšić and Podgorica to marine automation in the maritime hubs of Kotor and Bar, the demand for highly reliable, industrial-grade Printed Circuit Boards (PCBs) and PCB Assemblies (PCBAs) has reached unprecedented heights.
Modern telecommunication nodes, eco-tourism energy grids, and domestic automation architectures require circuits that can withstand variable coastal climates, high-temperature operations, and rigorous electrical loads. For procurement managers and engineers across Montenegro, partnering with a high-capacity, technology-focused factory ensures access to critical componentry that meets European performance baselines (such as RoHS and CE marking compliance) without the high pricing overheads of regional EU middlemen.
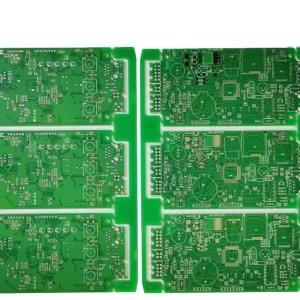
Heavy-copper PCBs engineered for power converters, substation control modules, and clean-energy solar farms across rural Montenegro.
Conformal-coated PCBA boards that resist salt spray, high humidity, and mechanical vibrations for shipping controls in Port of Bar.
High-frequency FR4 multilayer layouts offering controlled impedance tracking for 5G modems and local telecommunication routing switches.
Global electronic manufacturing is defined by agility and absolute process control. China’s PCB and SMT assembly ecosystems represent the peak of this synergy. By utilizing advanced automated optical inspection (AOI), 3D solder paste inspection (SPI), and computerized X-ray testing, modern Chinese PCB factories eliminate assembly anomalies before they can cause failures in critical field applications.
At CoreByte Storage Technology Co., Ltd., we fuse high-grade PCB processing with our legacy specialization in DRAM and memory module integration. This hybrid expertise allows us to provide Montenegro-bound clients with comprehensive solutions. Rather than sourcing high-frequency DRAM chips, heat sinks, and PCB boards from separate entities, system builders can secure optimized multi-layer stacks, embedded memory architectures, and complex PCBAs under a single manufacturing framework, significantly decreasing time-to-market and logistics overheads.
As microprocessors become faster, the signal integrity between storage chips (like DDR5 DRAM) and logic units is highly vulnerable to design anomalies. Multi-layer PCB manufacturing requires precise impedance control, calculated stackups using low-loss dielectric laminates (like KB6160 FR4), and optimized copper weights to manage transmission losses. Furthermore, heat generation in compact edge-computing servers presents a failure risk unless paired with high-performance heat sinks or water-cooler blocks.
For industrial applications throughout Montenegro's maritime and municipal networks, we employ resin-plugged via-in-pad technology, lead-free HASL surface finishes, and immersion silver to guarantee long-term joint stability under persistent thermal stresses. The integration of high-speed DDR5 memory operating up to 6000MHz demands micro-trace routing configurations that prevent crosstalk and signal distortion, a feat accomplished by our design engineering team through rigorous simulation and prototype validation.
Designed to support extreme signal rates with minimal noise, optimizing memory modules for modern computation arrays and local server infrastructures.
Utilization of high glass transition temperature (Tg) substrates to ensure mechanical and chemical stability during intensive soldering cycles.
Strict trace geometrical tolerances to achieve continuous impedance paths, crucial for reliable high-speed data transmission lines.
CoreByte Storage Technology Co., Ltd. is a professional DDR5 memory and DRAM solution manufacturer specializing in high-performance memory modules for global OEM, enterprise, and data center applications. Established in 2016, the company has developed strong capabilities in R&D, production, and international trade, focusing on stable, high-speed, and energy-efficient memory products.
The company operates a modern manufacturing facility with a total building area of approximately 320㎡, equipped with advanced production and testing equipment to ensure strict quality control standards. CoreByte has an annual export revenue of around USD 12 million, with 6 years of export experience and over 9 years of industry experience in memory and semiconductor-related solutions.
Quality assurance is a core priority at CoreByte. The company implements ISO9001-based quality management systems, combined with automated optical inspection (AOI) and high-temperature aging tests to ensure product stability and compatibility. The quality control team consists of 45 dedicated inspectors, ensuring every batch meets international performance standards.
CoreByte maintains a strong trade-oriented business background, serving key markets including North America, Europe, Southeast Asia, and the Middle East. The company has established a reliable global supply chain network with more than 1,200 supply chain partners, supporting stable production and fast delivery.
Its primary customers include OEM system integrators, server manufacturers, industrial computer brands, and data center solution providers. With strong engineering capabilities, CoreByte offers advanced customization services, including PCB design optimization, frequency tuning, thermal solution adjustment, and branding customization.
The company invests heavily in innovation, with 85 R&D engineers and launching approximately 120 new product models annually to meet evolving market demands in AI computing, cloud infrastructure, and high-performance gaming systems.





Essential thermal dissipation and system hardware tailored to safeguard extreme industrial computing projects in the Balkan market.


Original high-stability memory modules and motherboards designed for direct export. Ideal for Montenegro enterprise setups.






Key technical and logistical information regarding custom PCB production, assembly, and direct logistics to Montenegro.
Yes, absolutely. For all shipments bound for Montenegro and the broader European market, we implement lead-free manufacturing standards. Our 2-layer and multi-layer HASL lead-free PCB configurations utilize compliant laminates, and our SMT assembly lines strictly run lead-free solder pastes to guarantee full CE and RoHS compatibility.
We offer flexible delivery modes depending on volume. Rapid prototypes and low-volume orders are dispatched via air express (DHL, FedEx, UPS) directly to Podgorica. For high-volume production batches, maritime shipping is routed directly through the Port of Bar (Luka Bar) or trucked inland from major EU hub channels under standard custom clearances.
Our quality control measures conform to rigorous ISO9001 systems. We employ a dedicated team of 45 QA inspectors who execute automated optical inspection (AOI), high-temperature aging chambers, and strict parametric memory testing. Every batch of DDR5 modules is tested at rated frequencies (up to 6000MHz) to guarantee total signal integrity and motherboard compatibility prior to export.
Yes, we support our clients with a team of 85 R&D engineers. We assist in auditing Bill of Materials (BOM) to clean outdated components, suggest cost-effective alternatives, and optimize trace layouts for high-speed signal pathways to eliminate crosstalk issues before mass production begins.
Standard double-sided PCB prototypes can be fabricated in 3–5 working days. For bulk production SMT/DIP PCB assembly orders, the production duration is typically 2–3 weeks following component verification (BOM clearance) and file confirmation, allowing for rapid deployment for engineering projects throughout Montenegro.