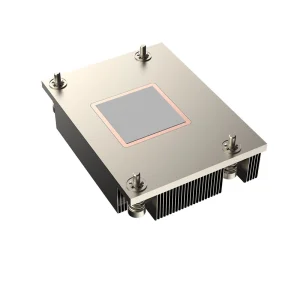
High-performance system units, copper-bottom coolers, and development platforms tailored for high-temperature operating limits in Midwestern manufacturing and cloud hubs.

As the third-largest metropolitan economy in the United States, Chicago serves as a critical junction for heavy manufacturing, transport logistics, automotive components, medical systems, and high-performance cloud operations. The rise of advanced automation and data-intensive compute architectures in Chicago's industrial centers has placed extreme thermal stresses on electronic systems. High-Tg (Glass Transition Temperature) printed circuit boards are no longer an optional upgrade—they are a core engineering baseline for reliability, performance stability, and long-term durability.
From industrial controllers in O'Hare-area manufacturing hubs to high-frequency processing engines in the Loop's trading datacenters, local systems operate in demanding environments. Standard PCBs warp or delaminate under such operational thermal stress.
By definition, High-Tg FR4 materials feature a glass transition temperature exceeding 170°C. Standard FR4 transitions to a rubbery state at 130°C–140°C. High-Tg designs prevent deformation, pad separation, and track cracking.
We bridge the gap between high-reliability board design and thermal mechanics. By pairing High-Tg substrates with copper-based heat sinks and performance DRAM, we construct integrated computing nodes that resist thermal throttling.
When an electronic board operates in environments close to its Tg rating, the Z-axis coefficient of thermal expansion (CTE) rises dramatically. Using high-Tg laminates controls Z-axis expansion, protecting plated through-holes (PTH) and multi-layer inner connections from structural failure during thermal cycling.
The physical structure of standard FR4 changes rapidly when exposed to assembly soldering heat or continuous high-power operational dissipation. Using advanced high-Tg resins provides:
Modern procurement strategies require balancing regional responsiveness with scale-driven cost optimization. For global system integrators and technology partners located in Illinois, Indiana, and Wisconsin, relying on a robust manufacturing setup ensures supply chain resilience.
CoreByte Storage Technology addresses these requirements by integrating state-of-the-art manufacturing with a network of over 1,200 verified supply chain partners. This dual capability allows us to offer both specialized, quick-turn development prototype capabilities and highly cost-efficient volume manufacturing.
Full-process assembly and layout tuning to support rapid hardware development lifecycles in the Midwest.
Co-designing PCB traces and memory topologies to minimize signal losses and cross-talk at extreme clock speeds.
Simulating high-heat operations with specialized environmental chambers to guarantee performance metrics.
CoreByte Storage Technology Co., Ltd. is a professional DDR5 memory and DRAM solution manufacturer specializing in high-performance memory modules for global OEM, enterprise, and data center applications. Established in 2016, the company has developed strong capabilities in R&D, production, and international trade, focusing on stable, high-speed, and energy-efficient memory products.
The company operates a modern manufacturing facility with a total building area of approximately 320㎡, equipped with advanced production and testing equipment to ensure strict quality control standards. CoreByte has an annual export revenue of around USD 12 million, with 6 years of export experience and over 9 years of industry experience in memory and semiconductor-related solutions.
Quality assurance is a core priority at CoreByte. The company implements ISO9001-based quality management systems, combined with automated optical inspection (AOI) and high-temperature aging tests to ensure product stability and compatibility. The quality control team consists of 45 dedicated inspectors, ensuring every batch meets international performance standards.
CoreByte maintains a strong trade-oriented business background, serving key markets including North America, Europe, Southeast Asia, and the Middle East. The company has established a reliable global supply chain network with more than 1,200 supply chain partners, supporting stable production and fast delivery.
Its primary customers include OEM system integrators, server manufacturers, industrial computer brands, and data center solution providers. With strong engineering capabilities, CoreByte offers advanced customization services, including PCB design optimization, frequency tuning, thermal solution adjustment, and branding customization.
The company invests heavily in innovation, with 85 R&D engineers and launching approximately 120 new product models annually to meet evolving market demands in AI computing, cloud infrastructure, and high-performance gaming systems.
CoreByte continues to strengthen its position as a trusted global DDR5 memory supplier, committed to delivering reliable, high-speed, and cost-effective memory solutions to customers worldwide.





To meet the technical requirements of newer cloud systems and advanced edge AI networks, hardware developers must design for thermal reliability from the start. Standard materials cannot handle the heat loads of modern systems. We work with engineers to design multi-layer systems that pair high glass transition temperatures with efficient thermal paths.
By matching these materials with passive or active heat dissipators, we ensure systems operate safely within their limits, preventing premature component failures in critical industrial installations.
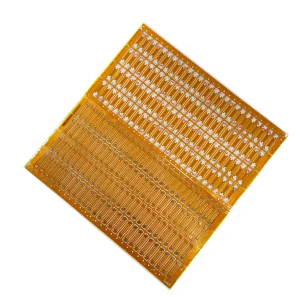
Explore our selection of memory modules, customized FPC interface boards, passive and liquid server heatsinks designed for the Chicago enterprise market.

Common questions and engineering considerations answered by CoreByte's senior hardware R&D team.
Ready to optimize your high-temperature designs or source reliable, high-speed DRAM modules? Get in touch with our engineering team for technical reviews, pricing details, and production timelines.
Send Inquiry Now