Optimized components for UVC sanitization logic boards, power modulation, and high-conductivity thermal substrates.
Namibia is undergoing a rapid transition toward industrial modernization, driven by massive investments in mining, water treatment desalination plants, and specialized medical facilities. However, the country's geographical landscape presents extreme environmental challenges—high ambient temperatures, water scarcity, and highly dust-concentrated mining areas. In this context, conventional disinfection methods such as chemical dosing (chlorination) and low-pressure mercury lamps are proving inefficient, hazardous, and costly to maintain.
UVC LED Modules (260nm - 280nm) present a groundbreaking alternative. Unlike gaseous mercury lamps, solid-state LED modules offer instantaneous, chemical-free disinfection, compact footprints, and unmatched durability under high vibrational mining operations. CoreByte Storage Technology Co., Ltd. leverages its long-standing semiconductor R&D expertise to engineer and export high-performance UVC LED components engineered specifically to withstand Namibia's harsh climatic conditions.
"Namibia's mineral wealth—including the massive Husab and Rössing Uranium mines—requires disinfection technologies that contain zero mercury and produce zero chemical runoff. Our high-conductivity aluminum PCBs and server-grade heat sinks form the core of UVC modules that function reliably under the most punishing sub-Saharan industrial operations."
The primary point of failure for UVC LED devices is not the diode itself, but the thermal management of the junction temperature. High-power UVC LEDs convert less than 5-10% of input electrical energy into UV photons, meaning 90-95% is converted directly into heat. In Namibia, where summer ambient temperatures can easily exceed 40°C, a poorly designed thermal subsystem will cause immediate optical degradation and drastically shorten the diode's lifespan.
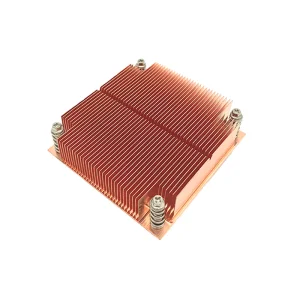
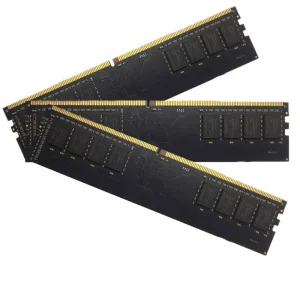
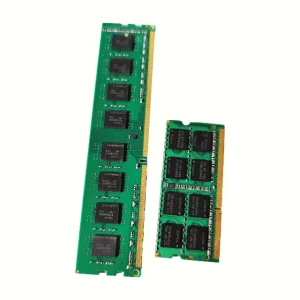
This is where CoreByte’s foundational semiconductor expertise becomes a critical competitive advantage. Drawing from our years of experience engineering high-speed DDR5 RAM, desktop motherboards, and server-grade air-cooled heat sinks (such as the LGA2011 and LGA4677 series), we apply advanced thermal dissipation mechanics to our UVC LED Modules. By employing high-thermal-conductivity Aluminum PCB T6 substrates with optimized copper traces, we ensure that junction heat is rapidly conducted away from the delicate UVC emitters.
Utilizing heavy-copper aluminum substrates to minimize thermal resistance and optimize the electrical paths of high-flux UVC arrays.
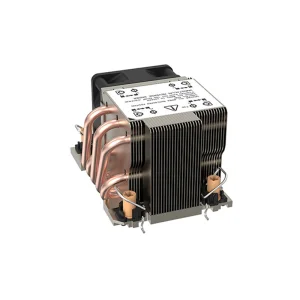
Adapting multi-fin copper and aluminum heat sinks, derived from LGA CPU cooling technology, to achieve maximum passive and active airflow cooling.
Integrating B250 motherboards and high-frequency controllers to regulate input currents, preventing thermal runaways under fluctuating voltages.
CoreByte Storage Technology Co., Ltd. combines rigorous semiconductor manufacturing standards with localized African distribution.
Our state-of-the-art facility features advanced automated optical inspection (AOI) machines and high-temperature aging chambers to test every single UVC LED module and PCB under maximum load. Operating under strict ISO9001-based quality management frameworks, we export high-reliability components globally, supported by over 1,200 supply chain partners to guarantee stable, continuous distribution to Namibia, South Africa, and neighboring SADC countries.
As the industry moves away from high-voltage, fragile mercury vapor lamps, the development of solid-state disinfection is accelerating. CoreByte's R&D team is driving the following engineering transitions:
Traditionally, UVC LED chips are packaged on small sub-mounts before being soldered onto a system PCB. CoreByte is developing chip-on-board (COB) technologies where UVC dies are mounted directly onto high-efficiency aluminum and copper substrates. This reduces thermal resistance by up to 35% and allows for tighter packing densities, leading to massive improvements in optical output per square centimeter.
While standard 265nm–280nm radiation remains the gold standard for water and air sterilization, Far-UVC (222nm) offers a critical breakthrough: it is safe for human exposure while remaining lethal to pathogens. CoreByte is aligning its optical division to package and supply bandpass-filtered 222nm modules designed for populated public spaces across Namibia, such as airport terminals, corporate offices, and educational institutes.
Leveraging high-capacity industrial controllers and processing systems, tomorrow's UVC arrays will not run continuously. Instead, they will integrate with intelligent microcontrollers and motion sensors to deliver targeted, high-intensity sterilizing doses based on real-time room occupancy and ambient airflow, optimizing energy usage and diode longevity.
Explore our comprehensive portfolio of core modules, high-frequency RAM, and advanced server coolers configured for heavy-duty industrial control racks.
Essential units supporting localized OEM configurations and industrial controller operations.
Ordering specialized electronic components in Africa often comes with logistical delays and technical support vacuums. CoreByte overcomes these roadblocks through a highly optimized export workflow. With 6 years of dedicated international export operations, we route shipments efficiently via major maritime lanes landing at the Port of Walvis Bay, or through accelerated air freight landing directly at Hosea Kutako International Airport (WDH) in Windhoek.
Our procurement system is backed by a massive footprint of over 1,200 supply chain partners, allowing us to guarantee consistent delivery lead times even for high-volume orders. To ease import compliance, CoreByte provides complete documentation including Certificate of Origin, SABS/NSI product conformance clearances, RoHS test records, and comprehensive installation manuals written by our top engineers.
Answering key queries on operational reliability, installation design, and localized African logistics.
For maximum germicidal efficiency, 265nm is widely recognized as the peak absorption wavelength for DNA/RNA of typical waterborne pathogens. CoreByte offers targeted 265nm–275nm UVC LED modules optimized to operate efficiently without generating any ozone, ensuring a safe, maintenance-free operation across decentralized Namibian municipal systems.
As ambient temperature rises, the junction temperature of the LED increases, causing a reduction in optical power output and shortening the operating lifetime. To counteract this in Namibia’s interior climate, CoreByte incorporates high-conductivity Aluminum PCB T6 substrates combined with custom air-cooled heatsinks to quickly disperse thermal loads.
Yes. Unlike low-pressure mercury lamps that require complex high-voltage AC ballast modules, UVC LEDs operate on low-voltage DC currents. This makes them exceptionally suited for Namibia's remote rural communities, where off-grid solar panels and storage battery arrays can power them directly without losing efficiency through power inverters.
When matched with our recommended thermal substrates and voltage regulators, our UVC LED modules achieve an L70 lifetime of up to 10,000–15,000 continuous hours. Because UVC LEDs can be cycled on/off instantly without degradation, their practical field service lifetime often extends over several years depending on operational parameters.
We maintain standard SADC region trade protocol compliances. All shipments are packaged with complete commercial invoices, HS codes, packing lists, and quality conformance certifications to facilitate rapid customs clearance at the Port of Walvis Bay or border entries like the Trans-Kalahari corridor.
CoreByte Storage Technology Co., Ltd. is a professional DDR5 memory and DRAM solution manufacturer specializing in high-performance memory modules for global OEM, enterprise, and data center applications. Established in 2016, the company has developed strong capabilities in R&D, production, and international trade, focusing on stable, high-speed, and energy-efficient memory products.
The company operates a modern manufacturing facility with a total building area of approximately 320㎡, equipped with advanced production and testing equipment to ensure strict quality control standards. CoreByte has an annual export revenue of around USD 12 million, with 6 years of export experience and over 9 years of industry experience in memory and semiconductor-related solutions.
Quality assurance is a core priority at CoreByte. The company implements ISO9001-based quality management systems, combined with automated optical inspection (AOI) and high-temperature aging tests to ensure product stability and compatibility. The quality control team consists of 45 dedicated inspectors, ensuring every batch meets international performance standards.
CoreByte maintains a strong trade-oriented business background, serving key markets including North America, Europe, Southeast Asia, and the Middle East. The company has established a reliable global supply chain network with more than 1,200 supply chain partners, supporting stable production and fast delivery.
Its primary customers include OEM system integrators, server manufacturers, industrial computer brands, and data center solution providers. With strong engineering capabilities, CoreByte offers advanced customization services, including PCB design optimization, frequency tuning, thermal solution adjustment, and branding customization.
The company invests heavily in innovation, with 85 R&D engineers and launching approximately 120 new product models annually to meet evolving market demands in AI computing, cloud infrastructure, and high-performance gaming systems.
CoreByte continues to strengthen its position as a trusted global DDR5 memory supplier, committed to delivering reliable, high-speed, and cost-effective memory solutions to customers worldwide.





Connect with our expert application engineering team to customize UVC module formats, substrate profiles, or request volume quote packaging for Namibian distribution.
Send Inquiry Now