High-reliability PCBA designs specifically tailored for integration into local South African solar converters, mining telemetry grids, and logistics enterprise hubs.


A comprehensive analysis of localized technological pivots driving demand for advanced printed circuit board assemblies across Southern Africa.
For the past decade, South Africa's electrical infrastructure has faced persistent grid stability challenges. This macro-environmental shift has triggered an unprecedented boom in domestic, commercial, and utility-scale solar photovoltaic (PV) generation. Power electronics, specifically hybrid inverter PCBA modules, battery management systems (BMS), and smart prepaid meters, have transitioned from niche components to critical national infrastructure.
Developing PCBA systems for this sector requires exceptionally high heat tolerance, transient voltage surge suppression (TVSS) layers, and copper weights exceeding 3oz to support heavy load-current paths. Standard commercial designs fail prematurely under the thermal stresses of continuous load-shedding cycles, which is why specialized, high-reliability Chinese manufacturing is essential.
"PCBAs deployed in Southern African power sectors must integrate dynamic thermal management and high-frequency filtering. With load-shedding generating sudden grid surges upon power restoration, protection circuitry within localized power adapters and charger control boards is critical for consumer and industrial electronics survival."
"The Eastern Cape and Gauteng automotive clusters represent Africa's premier vehicle export engine. CoreByte's precision assembly lines produce PCBAs matching TS16949-grade requirements to satisfy strict European Union and domestic compliance standards."
Beyond energy, South Africa's economic foundation rests heavily on the mineral sector and automotive assembly plants in regions like Port Elizabeth (Gqeberha), Pretoria, and East London. The extraction of platinum, gold, and manganese requires deep-level mining machinery equipped with complex telemetry control boards.
These telemetry PCBAs operate in environments defined by extreme vibration, dust, and humidity. They must utilize High-Density Interconnect (HDI) structures, conformal coatings (such as polyurethane or silicone resin), and rigorous Automated Optical Inspection (AOI) to prevent microscopic fractures. This requires an advanced manufacturer capable of handling high-mix, low-to-medium volume production runs with absolute quality assurances.
How CoreByte's integrated supply chain in China's Silicon Valley overcomes lead-time barriers and high material costs for global and South African OEMs.
While domestic electronics manufacturing services (EMS) exist within South Africa, the local ecosystem is often bottlenecked by raw material scarcity. The production of advanced multilayer PCBs requires immediate access to base substrates (FR4, Rogers, metal cores) and a massive, real-time bill-of-materials (BOM) sourcing network.
Equipped with high-speed Yamaha and Fuji pick-and-place systems capable of mounting 01005 passives and fine-pitch 0.3mm BGA components with micro-accuracy, guaranteeing zero defective joints.
Strategic localization in China allows direct access to tier-1 semiconductor foundries, cutting down waiting times for microcontrollers, DRAM, and power ICs from months to days.
Every single batch undergoes automated optical inspection (AOI), high-temperature stress-aging tests, and comprehensive functional testing (FCT) before export.
A trusted global memory manufacturer and high-performance electronics assembly partner serving global data systems and industrial networks.
CoreByte Storage Technology Co., Ltd. is a professional DDR5 memory and DRAM solution manufacturer specializing in high-performance memory modules for global OEM, enterprise, and data center applications. Established in 2016, the company has developed strong capabilities in R&D, production, and international trade, focusing on stable, high-speed, and energy-efficient memory products.
The company operates a modern manufacturing facility with a total building area of approximately 320㎡, equipped with advanced production and testing equipment to ensure strict quality control standards. CoreByte has an annual export revenue of around USD 12 million, with 6 years of export experience and over 9 years of industry experience in memory and semiconductor-related solutions.
Quality assurance is a core priority at CoreByte. The company implements ISO9001-based quality management systems, combined with automated optical inspection (AOI) and high-temperature aging tests to ensure product stability and compatibility. The quality control team consists of 45 dedicated inspectors, ensuring every batch meets international performance standards.
CoreByte maintains a strong trade-oriented business background, serving key markets including North America, Europe, Southeast Asia, and the Middle East. The company has established a reliable global supply chain network with more than 1,200 supply chain partners, supporting stable production and fast delivery.
Its primary customers include OEM system integrators, server manufacturers, industrial computer brands, and data center solution providers. With strong engineering capabilities, CoreByte offers advanced customization services, including PCB design optimization, frequency tuning, thermal solution adjustment, and branding customization.
The company invests heavily in innovation, with 85 R&D engineers and launching approximately 120 new product models annually to meet evolving market demands in AI computing, cloud infrastructure, and high-performance gaming systems.





Analyzing key commercial implementations across the Southern African development corridor and upcoming high-tech paradigms.
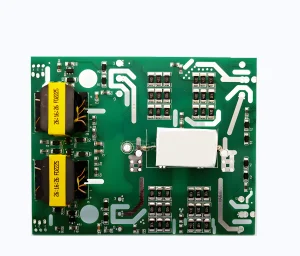
Smart meters and BMS deployed in residential developments throughout Johannesburg and Cape Town. Standardized testing keeps these systems running through grid voltage spikes.
Heavy machinery operating deep in the Witwatersrand Goldfields requires specialized telemetry systems. Thick copper layers and specialized solder choices resist high temperatures and vibrations.
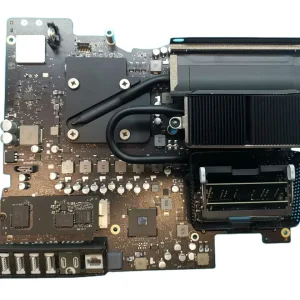
High-capacity motherboards fitted with robust cooling loops and 64GB DDR4/DDR5 system memory modules, powering micro-data centers across remote regions.
As global computational requirements skyrocket, the PCBA industry is undergoing massive structural shifts. Standard FR4 multi-layer boards are being upgraded to higher frequency substrates to handle high-bandwidth protocols like PCIe 5.0 and DDR5. In South Africa, edge computing networks are demanding micro-data centers that can run reliably with less cooling.
Additionally, global green mandates are forcing a transition toward halogen-free, lead-free (RoHS compliant) boards. CoreByte is at the forefront of this shift, ensuring all imported assemblies meet strict waste electrical and electronic equipment (WEEE) regulations, paving the way for sustainable digital development across the African continent.
Essential knowledge regarding component certification, shipping corridors to South Africa, customs, and customization processes.
Our prototyping/NPI stage typically takes 3 to 7 working days once designs are approved. Volume assembly runs take between 2 to 3 weeks depending on the Bill of Materials (BOM) complexity. Shipping via air cargo to OR Tambo International Airport (Johannesburg) adds 3 to 5 days, while sea freight routes to Durban Port require around 22 to 28 days.
We work closely with clients during the Design for Manufacturability (DFM) phase to integrate transient voltage suppressors (TVS), varistors, and robust decoupling capacitor networks. We also implement high-temperature burn-in testing and thermal cycling chambers to identify and eliminate early-life failure points before shipment.
Yes. We use lead-free solder pastes (SAC305 alloy) and halogen-free base laminates that meet all RoHS and WEEE directives, making them ready for immediate export to European and South African markets.
Absolutely. Our R&D division has 85 experienced engineers. We can reverse-engineer existing boards, optimize trace pathways for modern components (such as DDR5 or PCIe Gen 5 routing), and swap out hard-to-source components for more readily available alternatives.
With our network of over 1,200 supply chain partners, we can source hard-to-find components and verify their authenticity. If a part has gone obsolete (EOL), our engineering team will suggest equivalent drop-in replacements, complete with simulation results, to keep your production runs moving forward.
Premium OEM and ODM multi-layer boards built for high-uptime servers, industrial automation systems, and workplace compute terminal arrays.