Explore our highly-compatible enterprise memory modules, custom PCB boards, and professional heat dissipation accessories engineered for continuous performance.
Understanding the transition to ultra-fast USB4 protocols, universal Type-C layouts, and next-generation NAND flash architectures.
The transition from legacy USB 2.0 and USB 3.0 interfaces to USB 3.2 Gen 2x2 and USB4 protocols is redefining performance thresholds. Modern portable storage leverages PCIe-like transfer rates, allowing data access speeds to top 2,000 MB/s, bridging the gap between conventional drives and portable solid-state disks (PSSD).
By shifting to 128-layer and 232-layer 3D TLC/QLC flash configurations, suppliers are packaging massive capacities (up to 1TB or 2TB) within standard thumb-sized form factors. This leap minimizes power footprints while retaining structural durability over thousands of read-write cycles.
Enterprise clients demand high levels of physical and electronic data protection. Contemporary configurations incorporate AES-256 bit hardware encryption, biometric login mechanisms (fingerprint scanning), and dual-zone partitions to prevent unauthorized access in corporate and defense environments.
With smartphones, tablets, and ultrabooks dropping the legacy USB-A port, dual-connector flash drives (USB-C + USB-A) have emerged as the fastest-growing design segment. This guarantees cross-platform plug-and-play capability across Android, iOS, Windows, and macOS ecosystems without conversion dongles.
Traditional SMT (Surface Mount Technology) processes are progressively yielding market share to UDP (USB Disk in Package) and COB structures. By combining the flash memory controller, NAND die, and passive components into a single resin-molded wafer, devices achieve water, dust, and shock resistance.
A comprehensive analysis of buyer pain points, cost control structures, and supply chain strategies in high-volume memory module procurement.
For international sourcing managers, enterprise procurement centers, and tier-1 system integrators, selecting the ideal China USB flash drive factory goes far beyond comparing basic price lists. In bulk purchasing, minor discrepancies in component selection, controller tuning, and batch-level quality control quickly result in high return rates, loss of critical business data, and damaged brand reputation.
The reliability of any USB storage device rests on its internal silicon architecture. High-performance enterprise procurement mandates absolute transparency concerning the origins of the controller chipsets and NAND flash dies. Elite factories partner directly with premier chip designers like Silicon Motion (SMI), Phison, Alcor, and Innostor, while utilizing original, graded wafer dies from leading semiconductor manufacturers. This prevents the integration of recycled, downgraded, or unbranded flash memory dies, ensuring stable operational performance and consistent read/write speeds.
Expert Sourcing Insight: Always request documentation on the grade of NAND flash utilized (Grade-A original vs. Spectek/downgraded dies). Original Grade-A wafers ensure maximum endurance cycles (up to 3,000 Program/Erase cycles for TLC) and lower error bit rates, while lower-tier dies exhibit sudden failure and progressive performance degradation under intensive use cases.
Industrial clients, healthcare institutions, and government systems require specialized storage properties. The ability of a factory's engineering team to deliver custom firmware options is critical. These custom options include:
Unlike basic consumer drives, industrial-grade USB flash drives are subject to continuous system logging, boot applications, and persistent read-write cycles. Effective procurement specifications must detail the Bad Block Management (BBM) processes, wear-leveling algorithms, and error correction algorithms (LDPC ECC) programmed into the controller. Wear leveling ensures that write operations are evenly distributed across the NAND grid, preventing premature failure of heavily accessed sectors and extending the operational lifespan of the drive.
How specialized memory modules, structural heat dissipation, and rugged storage systems solve complex challenges across key industries.
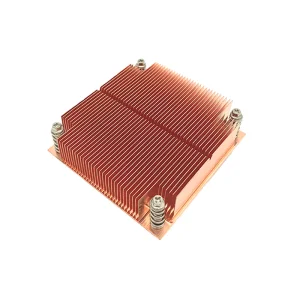
Modern clouds run on high-capacity DDR5 RAM, high-bandwidth storage networks, and efficient server layouts. High-capacity memory modules must be paired with copper/aluminum heatsinks (e.g. LGA115X, SP5, LGA2011 systems) to prevent thermal throttling, ensuring uninterrupted AI computing, cloud database maintenance, and fast file transactions.
Connected vehicles rely on rugged flash systems to record dashcam feeds, sensor telemetry, and mapping data. Sourcing partners deploy COB-designed storage drives configured with specialized firmware to survive high vibrations, voltage surges, and extreme temperature fluctuations from desert heat to sub-zero winters.
Modern factories run complex machine vision software on industrial computers (IPCs) requiring robust DDR4/DDR5 system memory and reliable storage. Our industrial storage solutions incorporate conformal coatings, FPC flexible PCB modules, and passive cooling layouts to resist humidity, chemical exposure, and airborne dust particles.
A trusted, high-capacity DRAM and flash storage partner catering to global system integrators and enterprise buyers.
Established in 2016, CoreByte Storage Technology Co., Ltd. has established itself as an engineering-driven memory module manufacturer specializing in high-performance DRAM solutions, DDR5 RAM configurations, and specialized storage assemblies for international OEMs, corporate infrastructures, and data centers. With over 9 years of industry experience in high-precision semiconductor assembly and 6 years of export experience, CoreByte delivers stable, high-speed storage technology designed for modern computational requirements.
Operating a specialized high-density manufacturing and R&D testing center spanning approximately 320㎡, CoreByte focuses on engineering-driven product validation. The facility is equipped with automated optical inspection (AOI) systems and thermal aging ovens, validating high-frequency DDR5 memory, industrial DDR4 sticks, and customizable storage interfaces. This facility serves as a pilot plant and engineering design center, backed by an extensive network of more than 1,200 supply chain partners. This ecosystem enables CoreByte to easily scale up production, handle bulk manufacturing, and source key electronic components for global clients, generating an annual export revenue of approximately USD 12 million.
The CoreByte Edge: Leveraging our expertise in high-frequency DDR5 computer RAM, custom double-sided prototype PCBs, and server thermal management, CoreByte supports China's premium flash storage factories. We engineer the underlying controller firmware, trace routing layouts, and high-temp verification steps that define top-tier, rugged USB flash storage products.
CoreByte’s primary customers include OEM system integrators, server manufacturers, industrial PC manufacturers, and data center engineers. Supported by a team of 85 R&D engineers, CoreByte maintains a fast-paced development cycle, launching approximately 120 new product models annually. This agility ensures that clients have rapid access to state-of-the-art storage solutions—including AI computing modules, high-frequency DDR5 desktop memory, and low-latency server RAM.





Inside the strict testing methodologies that ensure long-term data integrity and complete regulatory compliance.
Quality control is central to CoreByte’s manufacturing and supply philosophies. Supported by a dedicated quality assurance team of 45 professional inspectors, every step of the manufacturing cycle is carefully monitored under an ISO 9001-based quality management system. This rigorous approach minimizes defect rates and guarantees compatibility across global platform configurations.
Every memory board, custom PCB, and flash drive module undergoes high-resolution AOI post-SMT reflow. The system scans solder joints, component alignment, polarity, and bridge connections against CAD schematics. Any boards displaying micro-solder voids or component shifts are immediately flagged for correction, preventing functional failures prior to shipment.
Storage products must operate reliably under diverse thermal conditions. CoreByte performs thermal aging tests, subjecting production batches to elevated ambient temperatures (exceeding 70°C for enterprise modules, and up to 85°C for industrial designs) under continuous write/read workloads. This stress test identifies weak silicon structures, ensuring that only robust components are delivered to customers.
CoreByte supports compliance requirements across various regional markets, including North America, Europe, Southeast Asia, and the Middle East. Our products comply with standard certification frameworks:
Next-generation storage trends: the transition to NVMe portable protocols, UFS flash integration, and smart controllers.
As technology shifts toward real-time telemetry, advanced AI models, and 8K workflows, portable storage is moving beyond traditional USB flash drive designs. Key technologies on our development roadmap include:
The boundary between high-capacity USB flash drives and external SSDs is blurring. By designing miniature boards that utilize PCIe Gen4 controllers and small-footprint TLC flash chips, our future models will deliver SSD-class write speeds within typical USB thumb-drive profiles.
While standard USB drives rely on the legacy eMMC interface, next-generation flash controllers will integrate the UFS protocol. This change enables full-duplex reading and writing—allowing data transfers to happen simultaneously in both directions—which reduces latency and speeds up operations.
Future flash controller firmware will support advanced telemetry, allowing host systems to monitor drive health, remaining write cycles, and thermal metrics in real time. This capability enables corporate IT administrators to identify and replace drives before they reach their end-of-life cycle.
Expert answers to essential questions on quality standards, sourcing logistics, and customization options.
High-end component solutions, server accessories, and prototype circuit boards designed to support robust enterprise system assemblies.