Premium compute boards, high-durability memory modules, and thermal management systems for enterprise diagnostics.



Analyzing high-reliability compute requirements across medical, automotive, and industrial testing sectors.
In the contemporary industrial ecosystem, diagnostic equipment has evolved beyond standard troubleshooting devices into complex, edge-computing infrastructure arrays. Enterprises worldwide—specifically medical imaging centers, automotive diagnostics OEMs, and automated test equipment (ATE) operators—are seeking highly robust computing components to run real-time hardware telemetry and diagnostic tasks. These mission-critical systems demand specialized physical platforms capable of processing extensive data volumes without latency or component failure.
"Modern hardware diagnostic tools require exceptional signal integrity, strict thermal boundaries, and real-time computation profiles to intercept system anomalies before they trigger critical industrial failures."
As standard consumer-grade computer hardware falls short under harsh operational stress, procurement managers focus their focus on specialized components. The global demand relies on high-speed RAM buffers to prevent data bottlenecks, ruggedized PCBs for high-frequency signal retention, and thermal management platforms that eliminate thermal throttling under long duty cycles. To construct reliable diagnostic hubs, operators prioritize partners offering deep custom compliance, extensive hardware testing certifications, and resilient component pipelines.
Industrial systems demand minimized lead times and highly predictable hardware iterations. Streamlined logistics ensure global supply chain resilience.
Components must endure sustained multi-year operation, high-temperature fluctuations, and constant vibrational stress in dynamic test environments.
Optimized physical architecture guarantees high-frequency signal processing and zero bottlenecks during extreme real-time data transfers.
Architecting robust computing hardware configurations to address high-stress industrial diagnostic applications.
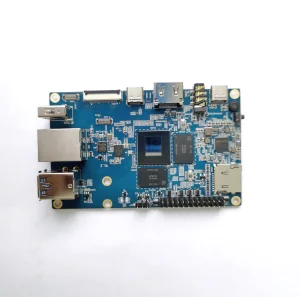
Providing hardware solutions for diagnostic equipment requires a comprehensive understanding of electrical engineering and computational hardware layouts. The primary bottleneck in hardware-based diagnostic devices is signal distortion and data corruption caused by memory latency. To overcome this, modern system architectures integrate high-speed DDR4 and DDR5 memory modules directly aligned with low-profile, multi-layered high-frequency PCBs. These configurations allow immediate data ingestion from external diagnostic probes directly into the CPU core.
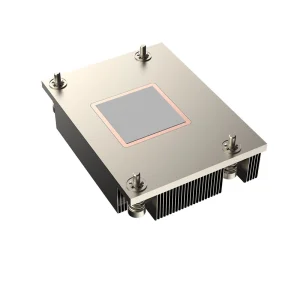
In addition, heat management remains a critical concern for engineers. Diagnostic equipment must operate continuously in dense server racks or compact field cases. Implementing active and passive cooling solutions, such as high-density copper-based heatsinks, mitigates overheating and keeps processor cores within safe limits. This thermal security layer ensures diagnostic equipment delivers repeatable, accurate readings under any ambient conditions.
| Hardware Domain | Diagnostic Requirement | CoreByte Solution Approach |
|---|---|---|
| High-Speed Compute | Low-latency packet analysis & buffer retention | High-performance DDR4 & DDR5 modules with integrated ECC support |
| Structural Base | Zero-loss high-frequency signal propagation | Specialized high-frequency Aluminum & Taconic PCBs with thin-dielectric layers |
| Thermal Dissipation | High TDP cooling in confined spaces | Active/Passive copper-bottom cooling designs for server sockets (AM5, SP5, LGA1700) |
| Edge Analytics | Real-time anomaly identification and localized processing | ARM-based NPU systems (RK3588S) for distributed edge diagnostics |
Integrating these technical sectors allows operators to implement multi-functional diagnostic hubs that combine high-frequency signals, logic analysis, and environmental safety within a unified system footprint.
Empowering global diagnostic hardware infrastructure since 2016.
CoreByte Storage Technology Co., Ltd. is a professional DDR5 memory and DRAM solution manufacturer specializing in high-performance memory modules for global OEM, enterprise, and data center applications. Established in 2016, the company has developed strong capabilities in R&D, production, and international trade, focusing on stable, high-speed, and energy-efficient memory products.
The company operates a modern manufacturing facility with a total building area of approximately 320㎡, equipped with advanced production and testing equipment to ensure strict quality control standards. CoreByte has an annual export revenue of around USD 12 million, with 6 years of export experience and over 9 years of industry experience in memory and semiconductor-related solutions.
Quality assurance is a core priority at CoreByte. The company implements ISO9001-based quality management systems, combined with automated optical inspection (AOI) and high-temperature aging tests to ensure product stability and compatibility. The quality control team consists of 45 dedicated inspectors, ensuring every batch meets international performance standards.
CoreByte maintains a strong trade-oriented business background, serving key markets including North America, Europe, Southeast Asia, and the Middle East. The company has established a reliable global supply chain network with more than 1,200 supply chain partners, supporting stable production and fast delivery.
Its primary customers include OEM system integrators, server manufacturers, industrial computer brands, and data center solution providers. With strong engineering capabilities, CoreByte offers advanced customization services, including PCB design optimization, frequency tuning, thermal solution adjustment, and branding customization.
The company invests heavily in innovation, with 85 R&D engineers and launching approximately 120 new product models annually to meet evolving market demands in AI computing, cloud infrastructure, and high-performance gaming systems.
CoreByte continues to strengthen its position as a trusted global DDR5 memory supplier, committed to delivering reliable, high-speed, and cost-effective memory solutions to customers worldwide.





Tracing the evolution of industrial diagnostic architectures and high-density memory interfaces.
The trajectory of hardware diagnostics is closely linked to innovations in semiconductor performance and memory density. As standard PCIe Gen 4 protocols transition to Gen 5 and Gen 6, the bandwidth available for diagnostic probes will increase exponentially. This shift requires diagnostic compute boards to adopt high-performance DDR5 memory architectures featuring on-die ECC (Error Correction Code). On-die ECC helps manage signal errors at high data rates, maintaining the precision of real-time diagnostic systems.
At the edge, diagnostic hardware is incorporating neural processing units (NPUs) directly into core system boards. This integration enables local AI processing, allowing real-time threat detection and anomaly scanning to occur locally on the diagnostic hardware rather than relying on cloud connections. Consequently, systems can operate with lower latency, better security, and minimized data footprints.
Furthermore, PCB technology is evolving toward high-frequency materials like Taconic and Rogers, which minimize dielectric losses. Combined with high-performance active and passive cooling solutions, these hardware advancements allow next-generation diagnostic modules to run continuously in demanding industrial and data center environments.
Navigating global regulatory frameworks, certification paths, and local maintenance ecosystems.
Deploying diagnostic equipment across international boundaries requires strict compliance with local regulatory frameworks. Whether exporting to North America, Europe, the Middle East, or Southeast Asia, developers must align with standards like CE, FCC, RoHS, and UL. For medical diagnostic hubs and high-frequency testing arrays, meeting electromagnetic compatibility (EMC) regulations is essential to ensure systems do not interfere with nearby sensitive electronics.
CoreByte supports clients through comprehensive physical localization and regulatory compliance assistance. By utilizing high-frequency PCBs designed to limit EMI emissions and using certified components, CoreByte streamlines the product certification process. Additionally, the company offers tailored PCB layouts, customized heat-sinking modules, and custom BIOS options, helping partners meet regional environmental, power, and safety requirements.
By establishing localized maintenance networks and maintaining component consistency over long production lifecycles, CoreByte ensures that diagnostic platforms remain serviceable and compliant throughout their operational life.
Answering common questions regarding the procurement, engineering, and deployment of diagnostic hardware platforms.
Industrial diagnostic equipment requires high component stability, low latency, and resistance to environmental stress. CoreByte products are built using ISO9001-certified processes, undergo Automated Optical Inspection (AOI), and pass high-temperature aging tests to ensure long-term stability and reliability under continuous load.
Our quality control department employs 45 dedicated inspectors. We run strict physical checks, including signal integrity testing for high-frequency PCBs and memory testing across varying temperature bounds, minimizing component failure rates in critical applications.
Yes. With 85 R&D engineers, CoreByte offers extensive customization options, including PCB trace optimization, custom frequency tuning, specialized heatsink geometries, and custom branding to meet specific customer requirements.
For high-power server chips (like AMD SP5 or Intel LGA4189), we recommend copper-based passive heatsinks or active multi-pipe coolers designed to sustain high thermal design power (TDP) without throttling, ensuring reliable system operation.
Complete your diagnostic platform using industrial motherboards, high-frequency circuits, and custom thermal modules.