Integrating high-power semiconductor architectures, precision PCBA layouts, and enterprise-grade thermal solutions.







As industries transition from mercury-based germicidal lamps to high-efficiency deep-ultraviolet (UVC) semiconductors, global demand for highly reliable OEM/ODM partners has surged. This white paper analyzes technical dynamics, integration challenges, and supply chain standards.
Modern enterprises demand mercury-free, instant-on, and mechanically resilient sanitization matrices. High-throughput water filtration facilities, complex HVAC air purification ducts, and automated medical surface scanners require customizable UVC configurations ranging from 260nm to 280nm to match peak DNA/RNA absorption curves.
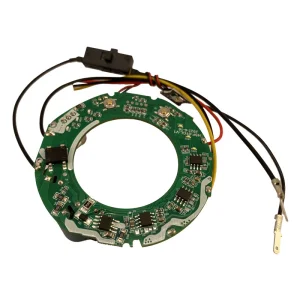
We configure system architectures utilizing multi-array UVC matrices integrated directly with intelligent driver electronics. This targets pathogen eradication levels of 99.9999% (Log 6 reduction), vital for containment zones, commercial food processing, pharmaceutical production lines, and municipal sanitization.
Compared to conventional vacuum lamps, semiconductor UVC modules reduce operating overhead by up to 60%. Their low voltage DC requirements facilitate direct integration with solar-powered networks, battery backups, and portable field purification applications.
The primary barrier to high-power UVC LED performance is heat dissipation. Unlike visible LEDs, UVC devices have a wall-plug efficiency (WPE) of approximately 2% to 5%, with the remaining 95%+ of electrical energy converted directly to thermal energy. Uncontrolled heat accelerates chip aging, shifts peak output wavelengths, and reduces lifetime parameters.
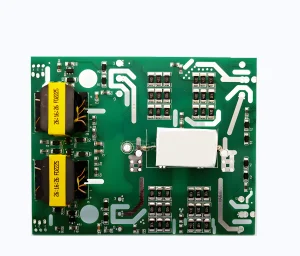
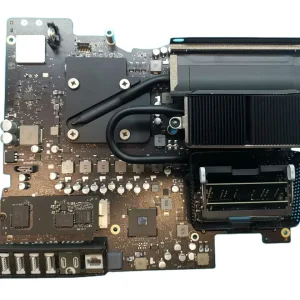
CoreByte bridges this technological challenge through advanced material sciences. Leveraging our background in server-grade thermal management (exemplified by high-capacity copper-fin heatsinks and vapor chamber coolers like the SP5 and LGA4677 cooling systems), we design customized Metal Core Printed Circuit Boards (MCPCBs) utilizing ultra-high thermal conductivity AlN (Aluminum Nitride) ceramics. This limits junction temperatures to safe thresholds, preserving UVC emitter efficacy over extended operational cycles.
Our long-term R&D roadmap targets the development of high-density arrays capable of emitting upwards of 100mW per single chip package, paired with custom PWM driver modules containing integrated IoT diagnostic sensors.
CoreByte Storage Technology Co., Ltd. is a professional DDR5 memory, DRAM solution, and precision electronics manufacturer, specializing in high-performance computing, advanced thermal systems, and integrated semiconductor modules for global OEM, enterprise, and data center applications. Established in 2016, the company has developed robust capabilities in R&D, production, and international trade, focusing on stable, high-speed, and energy-efficient electronic systems.
Operating a modern facility with a building area of approximately 320㎡, CoreByte utilizes advanced automated SMT production and high-precision testing machinery to ensure strict quality control standards. CoreByte records an annual export revenue of around USD 12 million, supported by 6 years of export experience and over 9 years of deep industry expertise in memory architectures, semiconductor assemblies, and cooling mechanics.
Quality assurance is a foundational priority. CoreByte implements ISO9001-based quality management systems, combined with automated optical inspection (AOI) and high-temperature aging tests to guarantee long-term stability and absolute compatibility. The quality control team consists of 45 dedicated inspectors, verifying that every production run meets international safety, emission, and durability standards.
CoreByte maintains a strong, trade-oriented business footprint, serving key markets across North America, Europe, Southeast Asia, and the Middle East. The company has established a highly reliable supply chain network with more than 1,200 supply chain partners, enabling stable component sourcing, cost-effective pricing models, and rapid global delivery turnaround times.
As a key OEM/ODM manufacturing partner, our primary customers include system integrators, server manufacturers, industrial computer brands, and data center solution providers. By leveraging our massive engineering framework—led by 85 R&D engineers launching approximately 120 new product models annually—we offer advanced customization services. These include optimization of high-speed PCB layouts, thermal performance tuning, and branding modifications designed for demanding industrial operations.
Addressing critical engineering and integration questions asked by system designers, safety engineers, and B2B procurement managers.
High-reliability components designed to power, drive, and maintain heavy-duty industrial platforms.