Explore our high-frequency circuit boards, thermal solutions, and performance server components engineered for next-generation network hardware.




A comprehensive analysis of design, performance, and scaling paradigms in global enterprise networking equipment manufacturing.
Modern networking paradigms are experiencing an unprecedented architectural shift. As high-frequency trading platforms, multi-region cloud centers, and distributed AI execution nodes continue to scale, the hardware demand has migrated from general-purpose processing to highly specialized, custom-designed physical architectures. Standard off-the-shelf networking units often fail to address specific power constraints, physical size limitations, and specialized high-frequency signaling parameters. This is where strategic Custom OEM Networking Equipment Manufacturers establish their importance.
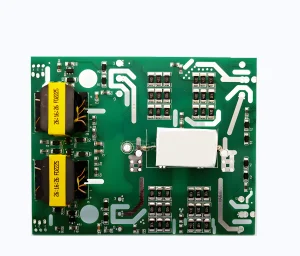
By tailoring high-frequency printed circuit boards (PCBs) using advanced materials such as Shengyi FR4 High TG170 and Rogers 4000 Mixed Pressure, OEM partners achieve minimal insertion loss, superior signal integrity, and high thermal thresholds. Designing and exporting these components requires deep coordination between R&D, compliance assurance teams, and supply chain managers to satisfy the rigorous specifications demanded by multinational cloud networks and high-capacity telecommunications systems.
CoreByte Storage Technology Co., Ltd. is a leading DDR5 memory and DRAM solution manufacturer, dedicating its expertise to high-performance memory modules optimized for global OEM, enterprise, and data center applications. Established in 2016, the enterprise has integrated advanced R&D, automated manufacturing, and international trade networks to deliver stable, high-speed, and energy-efficient systems globally.
Operating a modernized manufacturing facility with a dedicated building area of approximately 320㎡, the facility utilizes precise testing assemblies and optical check lines to uphold rigorous international standards. CoreByte reaches an annual export value of approximately USD 12 million, supported by 6 years of focused export experience and more than 9 years of deep industry expertise in memory architectures and semiconductor integrations.
Quality represents the foundation of CoreByte’s operations. The firm implements structured ISO9001 quality management systems alongside Automated Optical Inspection (AOI) and high-temperature aging testing matrices to guarantee structural integrity and long-term motherboard component compatibility. CoreByte’s specialized quality team features 45 dedicated inspectors, ensuring that all production outputs conform to enterprise guidelines before leaving the line.
Operating with a global business perspective, CoreByte supports key technology hubs in North America, Europe, Southeast Asia, and the Middle East. The brand has built an extensive supply network involving more than 1,200 supply chain partners, enabling production continuity and fast delivery protocols for critical components.
How custom OEM manufacturing drives efficiency across enterprise segments.
As enterprise networks move toward speeds of 800Gbps and beyond, standard FR4 substrates reach their physical limits. High-speed signal processing requires complex dielectric materials that present minimal loss tangents. CoreByte is refining mixed-pressure PCB architectures that layer Rogers PTFE-based ceramic materials on top of low-loss FR4 core configurations. This approach allows developers to build high-performance RF structures without incurring the steep costs associated with pure Teflon builds.
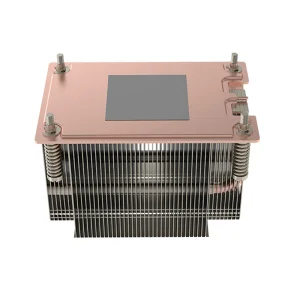
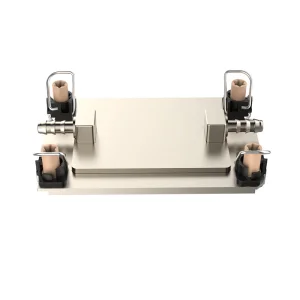
Simultaneously, the thermal challenges of modern server CPUs (such as the AMD AM5 or Intel LGA4677 sockets) running at 200W–400W TDP require advanced heat dissipation methods. CoreByte is addressing these challenges by integrating two separate development tracks:
Regarding system memory, the transition to DDR5 introduces key enhancements including on-die ECC (Error Correction Code) and onboard Power Management ICs (PMICs). By implementing PMICs directly onto the memory module, CoreByte provides precise voltage control under heavy server workloads, reducing overall system power requirements while increasing signal accuracy during high-frequency operation.
Navigating global electronics exports requires adhering to strict regulatory protocols. CoreByte ensures compliance with all major standards, including FCC, CE, RoHS, and WEEE directives. These practices verify that our hardware is environmentally friendly and ready for deployment in highly regulated markets like North America and the EU.
Furthermore, maintaining operations across 1,200 supply chain partners ensures steady material access even during global semiconductor shortages. CoreByte handles logistics, custom clearances, and technical support directly, ensuring high-speed components reach system integrators on schedule.
Take a look inside our high-tech testing and production facilities, where specialized engineers build, test, and package high-frequency hardware systems.





Technical answers to common enterprise questions regarding OEM manufacturing, material selection, and hardware integration.
A further selection of high-frequency components, memory modules, and specialized motherboards built for enterprise workloads.







