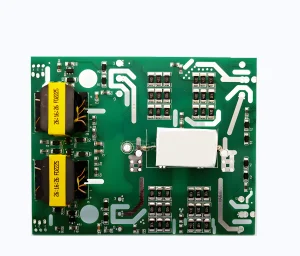
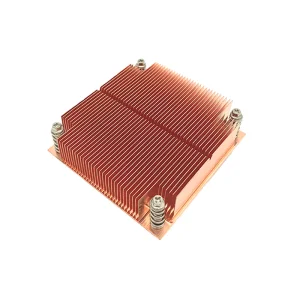
Explore our core industrial capabilities in motherboards, high-power cooling solutions, and custom PCBA services.
As the Minamata Convention drives the phase-out of traditional mercury-vapor lamps, the global industrial sector has pivoted decisively toward solid-state semiconductor disinfection. Ultraviolet-C (UVC) LED modules (typically emitting in the germicidal range of 260nm to 280nm) represent the pinnacle of modern localized pathogens control.
By leveraging CoreByte's extensive experience in semiconductor component processing, high-density PCB layout, and state-of-the-art thermal engineering, we deliver robust, high-flux UVC modules engineered for absolute reliability. Whether integrated into HVAC systems, high-flow water purifiers, or precision medical sterilizers, our modules are designed to offer maximum wall-plug efficiency (WPE) and prolonged operating lifespans.


Addressing the shifting landscape of high-performance disinfection, regulatory compliance, and thermal reliability.
Global procurement teams prioritize compliance. Our manufacturing processes adhere strictly to RoHS, REACH, CE, and FDA guidelines. For medical device integrators and consumer-grade home appliance brands, we provide complete safety certifications and ozone-free operation guarantees.
One of the primary historical pain points of deep UV LEDs is radiant flux degradation. By utilizing high-quality sapphire/AlN substrates coupled with customized gold-plated solder interfaces, our UVC LED modules achieve L70 lifetimes exceeding 15,000 hours of continuous operation.
Modern applications require compact footprints. Our custom SMT assembly lines specialize in high-density multi-chip module (MCM) array boards that pack maximum optical power output into minimum surface areas, reducing structural footprints for compact appliance designs.
CoreByte Storage Technology Co., Ltd. is a professional DDR5 memory and DRAM solution manufacturer specializing in high-performance memory modules for global OEM, enterprise, and data center applications. Established in 2016, the company has developed strong capabilities in R&D, production, and international trade, focusing on stable, high-speed, and energy-efficient memory products.
The company operates a modern manufacturing facility with a total building area of approximately 320㎡, equipped with advanced production and testing equipment to ensure strict quality control standards. CoreByte has an annual export revenue of around USD 12 million, with 6 years of export experience and over 9 years of industry experience in memory and semiconductor-related solutions.
Quality assurance is a core priority at CoreByte. The company implements ISO9001-based quality management systems, combined with automated optical inspection (AOI) and high-temperature aging tests to ensure product stability and compatibility. The quality control team consists of 45 dedicated inspectors, ensuring every batch meets international performance standards.
CoreByte maintains a strong trade-oriented business background, serving key markets including North America, Europe, Southeast Asia, and the Middle East. The company has established a reliable global supply chain network with more than 1,200 supply chain partners, supporting stable production and fast delivery.
Its primary customers include OEM system integrators, server manufacturers, industrial computer brands, and data center solution providers. With strong engineering capabilities, CoreByte offers advanced customization services, including PCB design optimization, frequency tuning, thermal solution adjustment, and branding customization.
The company invests heavily in innovation, with 85 R&D engineers and launching approximately 120 new product models annually to meet evolving market demands in AI computing, cloud infrastructure, and high-performance gaming systems.
Deploying targeted UVC disinfection arrays across diverse commercial and industrial sectors.
For municipal water supplies, under-sink filtration systems, and commercial beverage dispensers. Our high-power UVC flow chambers deliver high log-reductions of pathogens (Cryptosporidium, Giardia, E. coli) in real-time under high-flow rates without chemical additives.
Our modular UV light-bars integrated into commercial HVAC air handling units suppress bio-growth on cooling coils and sanitize recirculated indoor air, lowering building-wide spread of airborne viruses and allergens.
In medical surgical suites, laboratories, and food-processing packaging lines, high-dosage UVC LED arrays provide fast-acting, chemical-free sterilization of physical surfaces within seconds, reducing downtime and cross-contamination.


As optoelectronic semiconductor technology advances, the industry moves away from low-efficiency substrates to high-performance bulk Aluminum Nitride (AlN) substrates, which offer better lattice matching and reduced defect densities. This transition leads to a substantial boost in Wall-Plug Efficiency (WPE).
At CoreByte, our design team works at the intersection of thermal science and semiconductor integration. Building on our expertise in high-performance computer processor heatsinks and high-power liquid cooling radiators, we have developed innovative solutions for UVC LED arrays. By resolving the critical heat-dissipation bottleneck of deep-UV chips, we prevent junction temperature spikes, ensuring long-term optical output stability.
Bridging Chinese manufacturing efficiency with rigorous Western engineering standards.
With an experienced design team of 85 R&D engineers, we provide fast prototyping from circuit layout design to final mechanical housing integration. We customize PCB dimensions, input voltages, control protocols, and radiant intensity profiles to meet your custom specifications.
We deploy automated optical inspection (AOI), spectroradiometer validation, and high-temperature burn-in tests. With a quality control team of 45 inspectors, every batch is checked for electrical stability, wavelength distribution, and radiant flux consistency before shipment.
Utilizing our robust network of over 1,200 supply chain partners, we ensure a reliable flow of raw materials. This strong background prevents shortages and guarantees timely delivery to partners across North America, Europe, Southeast Asia, and the Middle East.
Get answers to common queries regarding specifications, integration, and procurement of UVC LED modules.
Explore our advanced hardware inventory, custom PCB assemblies, and high-performance server hardware.
Our experienced R&D team can build specialized UV module boards matching your targeted mechanical dimensions, electrical input, and optical output specifications.
Request Technical AssistanceA glimpse into our manufacturing centers, quality assurance facilities, and advanced assembly environments.