Explore high-stability DDR memory modules, custom motherboards, server chips, and advanced thermal sinks designed to sustain constant, high-precision test cycles.





Modern telecommunication networks, high-frequency aerospace devices, and semiconductor production lines rely heavily on highly responsive, stable Test and Measurement (T&M) equipment. Behind every digital oscilloscope, spectrum analyzer, signal generator, and automated test system (ATE) lies a complex architectural engine that demands ultra-reliable data pipelines and heat-dissipation networks. The physical performance of the processing core—consisting of high-speed memory arrays, custom PCBA control paths, and rigorous thermal modulation units—defines the baseline accuracy of test platforms.
As a leading hardware engineering firm in China, CoreByte Storage Technology Co., Ltd. plays a vital role in this value chain. CoreByte focuses on delivering foundational components that empower test and measurement instrument builders globally. By bridging the gap between raw semiconductor memory packaging and ruggedized computational environments, CoreByte assists developers in crafting instrumentation that eliminates processing latency and hardware-induced noise.
SEO Insight / Information Gain: While many search results focus purely on final testing devices, the true industrial bottleneck lies in the computing subsystems. High-performance DRAM, robust dual-channel motherboards, and 300W thermal capacities are what keep real-time signal processing architectures from choking during continuous, high-frequency waveform captures.
Deploying advanced SMT lines with automated optical inspection (AOI) to eliminate structural soldering discrepancies on multi-layer PCBs, assuring reliable high-frequency signal returns.
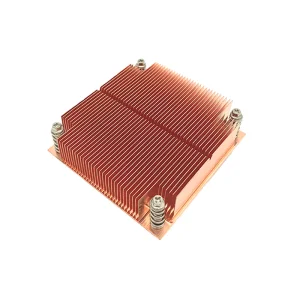
Integrated copper-aluminum server coolers capable of handling up to 300W TDP, ensuring that active sensors and data-acquisition CPUs remain at nominal working temperatures.
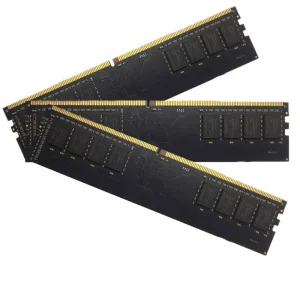
High-grade DDR4 and DDR5 ECC layouts targeting mission-critical server nodes to avoid bit-flips during continuous long-term operational testing.
As the telecommunication standard shifts from 5G to 6G, and industrial automation demands sub-millisecond precision, test equipment must process massive bandwidths. This requires a strong hardware subsystem. The roadmap for next-generation test and measurement architectures centers on three core vectors: Memory Bandwidth Escalation, Processing Capacity Amplification, and Thermal Management Resilience.
Legacy test systems relied heavily on DDR4 architectures, operating within the boundaries of 2400MHz to 3200MHz. In high-speed waveform acquisition and signal analysis, however, these speeds create processing bottlenecks. By transitioning to DDR5 modules ranging from 5600MHz to 6800MHz, test systems gain access to broader interfaces and doubled burst lengths. CoreByte's DDR5 Avengers Desktop RGB and Server-Grade Modules offer these high-speed paths, allowing continuous data streams from analog-to-digital converters (ADCs) to buffer and process without frame drops.
Modern measurement platforms are no longer simple display boards; they are specialized servers running complex, real-time Fourier transform algorithms and statistical calculations. Dual-channel server motherboards, such as the H11DSI-NT series, provide the PCIe routing and multiple CPU interfaces required to coordinate high-speed calculations. Equipped with high-density PCBA, these motherboards handle data traffic from test fixtures, processing and logging it with minimal latency.
A major challenge in compact test systems is thermal throttling. When processors run at peak frequency to capture raw signal streams, their power density spikes. The transition from passive heat sinks to high-power LGA4926 300W coolers, and integrated SP5 2U water coolers, helps protect these systems from thermal fatigue. Keeping temperatures stable protects sensor calibration and ensures repeatable, accurate measurements.
Scientific Reliability Note: Even minor thermal drift in a test instrument can skew measurement results, leading to calibration failures. CoreByte uses specialized copper-aluminum composite materials to keep key interfaces stable, preserving signal integrity across variable testing environments.
Understanding China's dominant position in the Test & Measurement supply chain requires looking at the manufacturing ecosystem. The efficiency of a high-tech OEM/ODM supplier relies on component vertical integration, automated assembly, and strict Quality Assurance (QA).
CoreByte's manufacturing plant integrates advanced automated surface mount technology (SMT) with Automated Optical Inspection (AOI) and X-ray validation. SMT placement machines secure micro-resistors, capacitors, and memory ICs onto multi-layered PCBs. Following SMT placement, the AOI cameras inspect solder joints, ensuring there are no bridges, cold joints, or misalignments. This automated process minimizes manual human error, delivering a stable foundation for instrumentation components.
To comply with global test guidelines, all hardware units undergo high-temperature aging chambers. Memory strips, motherboards, and custom control cards are run under heavy workloads at temperatures up to 85°C for extended cycles. This process weeds out weak components early, ensuring that only highly reliable boards reach the final assembly line.
Building resilient hardware relies on access to quality raw materials. CoreByte maintains deep relationships with more than 1,200 supply chain partners, ensuring a steady, priority supply of high-grade DRAM chips, PCB substrates, and copper thermal solutions. With a specialized workforce of 85 R&D engineers, the factory quickly adapts to customized design modifications, supporting global buyers with fast prototype turnarounds and stable production schedules.





A single test platform cannot meet the requirements of every industry. Different sectors demand unique hardware setups. Custom ODM solutions help match components to the exact demands of each field:
Industrial components must meet regional safety and environmental standards. Key global certifications ensure smooth integration and compliance:
Ensuring that lead, mercury, and other hazardous materials are eliminated from the PCBA fabrication processes, aligning with European and North American customs mandates.
Regular on-site inspections verify that design, manufacturing, SMT mounting, testing, and shipping follow standardized quality assurance processes.
When sourcing test hardware components from China, procurement managers should evaluate suppliers on several key criteria to ensure reliability and value:
Complete your instrumentation framework with our high-grade memory series, PCB prototyping components, and custom water cooling solutions.




Read answers to frequently asked technical questions regarding the configuration, sourcing, and optimization of microelectronics and thermal equipment for test and measurement systems.
T&M instrumentation systems often process continuous, high-speed data streams during validation testing. Standard RAM can experience single-bit errors due to electromagnetic interference (EMI) or thermal fluctuations, which can cause system crashes or corrupt test logs. ECC memory detects and corrects these errors in real time, helping ensure data integrity and system stability.
Copper features high thermal conductivity, which allows it to quickly draw heat away from the processor core. Aluminum has lower thermal density but dissipates heat rapidly into the surrounding air. Combining these two materials optimizes thermal management, keeping high-performance CPUs stable under continuous processing workloads.
Key quality metrics include trace impedance tolerance control (typically +/-10%), solder joint alignment checked via Automated Optical Inspection (AOI), multi-layer stack-up thickness uniformity, and high-frequency signal integrity.
DDR5 memory increases processing speeds to 5600MHz–6800MHz, doubling the bandwidth compared to standard DDR4. This allows high-speed oscilloscopes and spectrum analyzers to process large datasets with lower latency, enabling real-time waveform updates and detailed signal analyses.
Yes. CoreByte's team of 85 R&D engineers can customize PCB layouts, adjust electrical characteristics, optimize thermal design, and modify form factors to meet specific space constraints and environmental requirements.
CoreByte's manufacturing and testing facilities are ISO 9001 certified. Our components comply with CE, FCC, RoHS, and REACH standards, ensuring they meet the safety and environmental criteria required by global markets.
Standard memory orders can typically be fulfilled from stock. Custom SMT runs, customized PCBA designs, or high-volume motherboard assemblies generally require 3 to 5 weeks for manufacturing, testing, and validation, depending on project complexity.