In the contemporary digital landscape, the definition of "Safety Equipment" has transcended traditional protective gear to include the very foundations of our technological infrastructure. For global enterprises, true safety implies uninterrupted system availability, data integrity, and thermal stability. As a leading manufacturer and exporter in China, our organization, CoreByte Storage Technology, recognizes that high-performance memory and industrial PCBA solutions are the "safety valves" of the AI-driven world.
The global demand for reliable hardware has shifted. With the rise of Edge Computing, Cloud Infrastructure, and Large Language Models (LLMs), the tolerance for hardware failure has vanished. Enterprises are no longer just buying components; they are investing in the safety and longevity of their operational ecosystems. This evolution requires manufacturers to move beyond simple production and toward comprehensive lifecycle management—from chip-level quality control to intelligent thermal optimization.
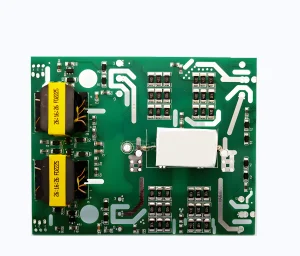
CoreByte Storage Technology Co., Ltd. is a professional DDR5 memory and DRAM solution manufacturer specializing in high-performance memory modules for global OEM, enterprise, and data center applications. Established in 2016, the company has developed strong capabilities in R&D, production, and international trade, focusing on stable, high-speed, and energy-efficient memory products.
The company operates a modern manufacturing facility with a total building area of approximately 320㎡, equipped with advanced production and testing equipment to ensure strict quality control standards. CoreByte has an annual export revenue of around USD 12 million, with 6 years of export experience and over 9 years of industry experience in memory and semiconductor-related solutions.
Quality assurance is a core priority at CoreByte. The company implements ISO9001-based quality management systems, combined with automated optical inspection (AOI) and high-temperature aging tests to ensure product stability and compatibility. The quality control team consists of 45 dedicated inspectors, ensuring every batch meets international performance standards.
To remain the "Best Exporter" in this sector, we anticipate and solve the challenges of tomorrow. Our roadmap focuses on:
Q: Why is CoreByte considered a "Safety Equipment" manufacturer for tech?
A: We believe safety is synonymous with reliability. In modern digital infrastructure, a failing memory module can lead to catastrophic data loss or system downtime. By manufacturing components with rigorous AOI and high-temperature testing, we provide the hardware foundation that keeps mission-critical systems safe.
Q: Can you customize hardware for specific server environments?
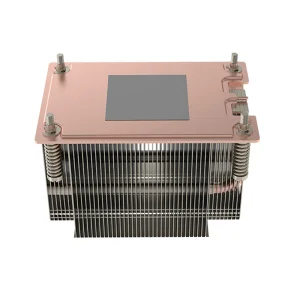
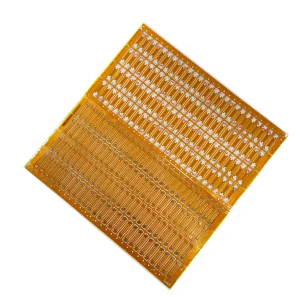
A: Absolutely. Our 85 R&D engineers specialize in PCB design optimization, frequency tuning, and thermal solution adjustments to meet the unique constraints of your industrial or data center environment.
Q: What is your export process for international clients?
A: We have 6 years of dedicated international export experience, serving markets across the globe. Our established supply chain of over 1,200 partners ensures reliable, fast, and compliant shipping to North America, Europe, and Southeast Asia.