Engineered to support intensive high-frequency computing demands while maintaining high thermal and environmental resistance.

Empowered by CoreByte Storage Technology's comprehensive R&D pipelines, clean-room production hubs, and robust quality control metrics.
In modern enterprise computing environments, hardware degradation caused by environmental variables remains one of the largest vectors for unplanned system downtime. Traditional acrylic, polyurethane, or silicone-based conformal coatings often introduce significant thermal insulation issues, compromising high-frequency performance and heat dissipation. As a leading manufacturer of DRAM modules and server cooling assemblies, CoreByte Storage Technology Co., Ltd. has addressed this pain point by utilizing state-of-the-art CE Certified Nano Coating Technology directly onto sub-micron hardware surfaces.
Unlike standard thick-film protections, molecular-level nano-coatings apply an ultra-thin protective barrier (often measuring less than 100 nanometers). This barrier prevents water droplet accumulation, corrosion, and silver migration without adding bulk or limiting thermal dissipation. It delivers an excellent balance of dielectric protection and thermal transparency, making it ideal for high-density PCBs, server DRAM, and high-wattage CPU heatsinks.
Compliance is the backbone of safety and global trade. The CE Mark ensures that nano-coated hardware meets rigorous European Union health, safety, and environmental protection guidelines. For mission-critical infrastructures—such as enterprise data centers, AI compute matrices, and outdoor telecommunication enclosures—CE certification serves as definitive proof that the protective materials do not release volatile organic compounds (VOCs) or toxic chemical elements during continuous high-temperature operations.
Utilizing chemical vapor deposition (CVD) to distribute sub-micron protection layers evenly across complex 3D hardware geometries, ensuring no blind spots on components.
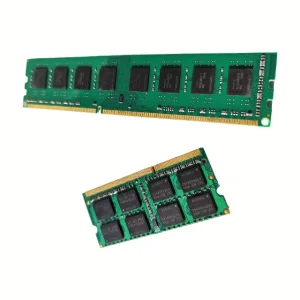
High dielectric strength preserves the signal integrity of high-speed DDR4 and DDR5 memory modules working at 3200MHz to 5600MHz+ frequencies without interference.
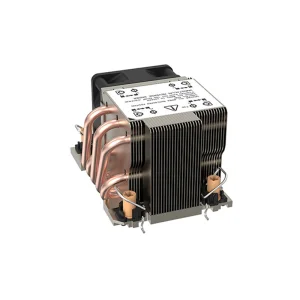
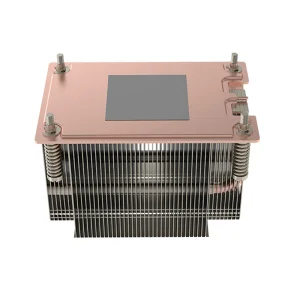
Zero heat retention ensures copper heatsinks (supporting up to 400W CPU cooling thresholds) perform at their maximum designed cooling capabilities.
A technical comparison demonstrating why nano coating technology is ideal for advanced computing systems.
| Property Parameter | CoreByte Advanced Nano Coating | Acrylic Conformal Coating | Silicone Protective Coating |
|---|---|---|---|
| Typical Thickness | 50 nm - 100 nm (Sub-micron) | 25 µm - 75 µm | 50 µm - 200 µm |
| Thermal Resistance | Extremely Low (<0.05 K/W) | High (Acts as heat insulator) | Very High (Saves internal heat) |
| Hydrophobic Contact Angle | > 110° (Excellent liquid shedding) | 75° - 85° (Moderate water repel) | 90° - 100° |
| Dielectric Strength | Up to 120 kV/mm | 15 - 25 kV/mm | 20 - 30 kV/mm |
| Environmental Certifications | CE, RoHS, REACH, Halogen-Free | Variable, often contains VOCs | Variable, high solvent trace |
As globally integrated hardware supply chains continue to optimize for speed and resilience, sourcing from specialized Chinese manufacturers offers unprecedented advantages. CoreByte operates a modern manufacturing facility with a total building area of approximately 320㎡, fully optimized for semiconductor sorting, SMT production, and nano-layer coating deposition. By consolidating raw material supply routes, CoreByte collaborates with over 1,200 supply chain partners, guaranteeing a stable manufacturing flow and rapid fulfillment windows even during high market volatility.
CoreByte's robust industrial backbone is supported by:
To facilitate effortless trade pathways across North America, Europe, Southeast Asia, and the Middle East, CoreByte offers customized compliance assistance. We align all manufacturing workflows with region-specific mandates including CE directives (EMC, LVD), FCC compliance, and regional environmental rules. This guarantees our global systems partners can integrate our coated modules and heatsinks into final configurations without additional certification roadblocks.
Where absolute reliability is non-negotiable under severe, high-stress conditions.
With the deployment of direct-to-chip water cooling blocks and immersive liquid setups, nano-coating prevents micro-condensation and galvanic corrosion across server backplanes, memory slots, and high-current power distribution nodes.
Edge installations in costal or offshore settings deal with high relative humidity and salt-laden air. Salt spray resistance is significantly enhanced by sub-micron protective films, stopping dendritic growth and short circuits.
Automotive systems and high-capacity solar PV inverters operate in fluctuating environments. CoreByte's nano-coating handles continuous thermal cycling stresses without cracking, maintaining high levels of insulation protection.
Detailed answers to help system architects and procurement teams evaluate nano-coated components.
Traditional potting compounds encase components in thick layers of resin, which increases weight, prevents visual repair, and traps thermal energy. Nano coatings are extremely thin molecular structures deposited through liquid spraying or chemical vapor deposition (CVD). They repel moisture and particulates while keeping the thermal dissipation paths of components, such as copper heatsinks and CPU blocks, completely unrestricted.
Our nano-protective materials are tested by accredited third-party laboratories to verify compliance with European Union directives. The processes are free of hazardous flame retardants and heavy metals. We trace every raw material batch and provide complete certificate documentation to simplify integration audits for OEM and enterprise buyers.
Yes. The advanced coatings used by CoreByte are formulated to remain stable at temperatures exceeding 250°C. This makes them ideal for protection around high-wattage components, such as LGA4677 or SP5 server processors, which generate substantial thermal energy and require direct thermal transfer via heatsinks.
Our coatings feature a very low dielectric constant. Because the coating layer is thin and uniform, it does not alter the impedance profiles of high-speed memory buses. This keeps signal propagation paths free from parasitic capacitance, allowing DDR4 and DDR5 modules to maintain stable, high-frequency operations without data corruption.
We employ Automated Optical Inspection (AOI) to verify coverage and thickness. In addition, we run random batch testing through salt mist chambers, relative humidity chambers, and thermal shocks (from -40°C to +125°C) to simulate long-term operations in rugged industrial environments.
Select hardware platforms optimized for industrial environments, enterprise networks, and next-generation power applications.



A look into our manufacturing environments where we run SMT placements, AOI checking, and nano-coating processes.





As computing requirements continue to scale alongside the rise of artificial intelligence, high-performance computing (HPC) nodes will require more efficient thermal dissipation and tighter protection standards. Future iterations of CoreByte's Nano Coating Technology will focus on implementing self-healing molecular layers. These coatings will dynamically repair microscopic abrasions caused by expansion and contraction cycles during high workloads, preventing dust build-up and ensuring stable operations for decades.
Partnering with CoreByte Storage Technology Co., Ltd. means securing access to high-performance memory modules, thermal structures, and circuit boards designed with top-tier protective engineering. Our team works closely with systems integrators and engineering groups to develop customized coating thickness levels, unique PCB footprints, and modified heatsink designs. Contact us today to request technical samples or discuss your project specifications.