Engineered for high-compute infrastructure, scaling next-generation enterprise workloads with CE-certified reliability.






A comprehensive guide to scaling enterprise data centers with reliable DDR5 Memory, custom Motherboards, and high-wattage Thermal Solutions.
As the demand for artificial intelligence, machine learning clusters, and high-frequency trading platforms escalates, modern cloud data centers require unprecedented computing density. These compute requirements place immense stress on power delivery, memory bandwidth, and thermal dissipation systems. In this context, selecting CE-certified, high-reliability infrastructure parts is no longer just a checkbox requirement—it is a critical strategy to prevent catastrophic system downtime and optimize the Total Cost of Ownership (TCO).
The transition toward multi-socket architectures, such as the Intel Xeon LGA4677 (Sapphire Rapids/Emerald Rapids) and AMD EPYC SP5/SP6 platforms, has changed the physical dimensions of enterprise servers. Modern processors regularly exceed 350W TDP (Thermal Design Power). Dissipating this concentrated heat in a standard 2U or 4U rack space requires sophisticated heat exchangers.
Additionally, server motherboards require extremely high layer counts (typically 4-layer to 12-layer PCBs) with high-density interconnect (HDI) technologies to handle high-speed signal integrity. The integration of PCIe Gen 5.0 lines and DDR5 memory buses running up to 6800MHz leaves virtually zero margin for trace impedance mismatch or electrical noise. Data center planners must deploy motherboard designs that minimize latency, prevent cross-talk, and handle power distribution spikes efficiently.
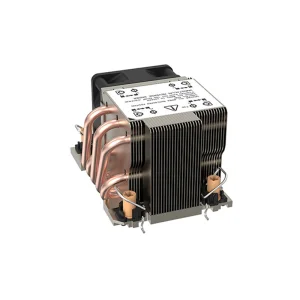
Thermal management is the cornerstone of server lifespan and performance stability. High-performance processors require continuous, efficient heat transfer paths. For example, our LGA4926 300W and AMD SP6 350W radiators utilize composite heat pipe configurations. These composite structures combine sintered copper powder and axial grooves to leverage two-phase vapor chamber dynamics, achieving thermal resistance metrics below 0.11°C/W.
In high-density server environments, active PWM fans (4-pin pulse-width modulation) must adjust rotational speeds based on real-time thermistors. By deploying 12V high-RPM dual-bearing fans directly mounted on copper-aluminum hybrid fin stacks, our cooling solutions provide consistent airflow while minimizing acoustics. When liquid cooling is required, integrated water blocks featuring micro-channel copper cold plates deliver direct heat transfer to the liquid loop, keeping core junction temperatures well below the silicon thermal limits.
| Thermal Solution Type | Typical TDP Capacity | Form Factor Compatibility | Core Application | Primary Material Composition |
|---|---|---|---|---|
| LGA4677 2U Active Cooler | Up to 300W | 2U Server Rack, 116x80x67mm | Intel Xeon Scalable Processors | Sintered Heat Pipes + Aluminum Fins |
| SP5 2U Integrated Water Cooler | Over 350W | 2U System Chassis | AMD EPYC High-Density Computing | Micro-channel Copper Cold Plate + Pump |
| LGA1700 6-Tube Red LED Cooler | Up to 220W | M-ATX Tower / Edge Server | Intel Core Edge Node Systems | 6x Pure Copper Heatpipes + Aluminum Stack |
| AMD SP6 2U Server Radiator | 350W Capacity | 2U Form Factor | AMD SP6 Socket Processors | High-Density Fins with Solder Bond Base |
For international buyers in Europe and North America, compliance is a non-negotiable prerequisite. CE Certification indicates that hardware conforms to strict European health, safety, and environmental protection standards. It ensures that electromagnetic interference (EMI) is suppressed, preventing server components from corrupting adjacent networking channels or storage arrays.
We work closely with global system integrators to streamline import compliance. By maintaining strict control over our manufacturing processes, we provide fully certified motherboards, memory units, and active cooling assemblies. Our localized support architecture helps procurement managers navigate regional standards like FCC, RoHS, and CE, accelerating time-to-market for enterprise hardware deployments.
Operating from our modern manufacturing center, CoreByte Storage Technology Co., Ltd. leverages China’s highly integrated semiconductor supply chain. Our facility maintains advanced production lines and testing chambers. We manage a robust logistics network involving over 1,200 verified supply chain partners, ensuring prompt component sourcing even during periods of global semiconductor volatility.
Our quality assurance framework utilizes automated optical inspection (AOI), high-temperature aging chambers, and advanced memory testers to verify compatibility. With a dedicated QA team of 45 specialized inspectors, we test every production run to ensure compliance with IPC standards. Our engineering team of 85 R&D professionals introduces roughly 120 new products each year, keeping our hardware catalog aligned with the latest CPU sockets and memory protocols.





Our annual export volume exceeds USD 12 million, with primary clients in North America, Europe, Southeast Asia, and the Middle East. Whether you need custom PCB layouts for industrial control systems, customized SPD timings on high-frequency DDR5 memory, or custom brackets for proprietary CPU sockets, CoreByte delivers customized OEM and ODM services designed to meet specific technical requirements.
From board layout to final system thermal testing, we ensure every product is engineered for zero-failure operation.
High-performance DDR4/DDR5 memory, custom server motherboards, and optimized thermal management systems.




Critical engineering answers to assist infrastructure architects and procurement teams in sourcing decisions.